Maison
Maison




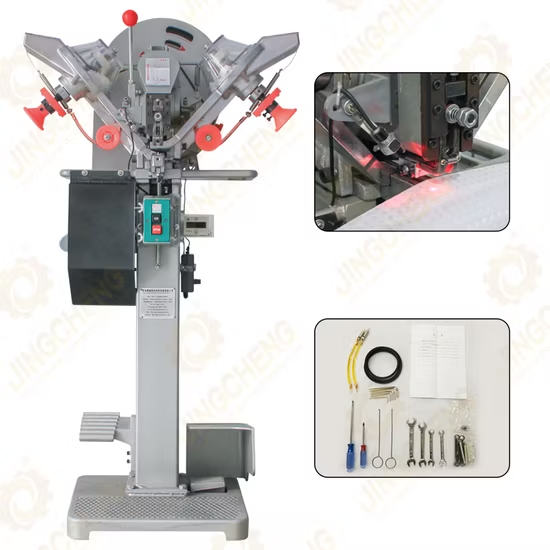
Poinçonnage entièrement automatique et bouton-pression en métal, Machine de fabrication de broches de douille de goujon
Présentation Description du produit Ligne de production de boutons métalliques à grande vitesse pour la fabrication d'œi
Envoyez votre demandeDESCRIPTION
OverviewInformations de base.
| Processus | Processus de formage |
| Industrie | Matériel d'estampage |
| Tolérances | 0,1 mm |
Description du produit
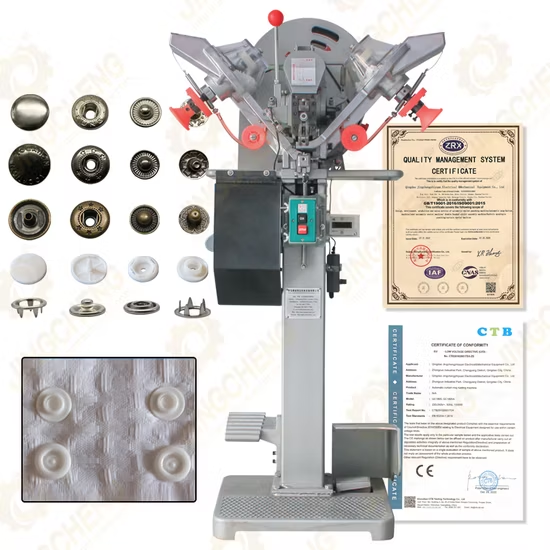
Description du produitLigne de production de boutons métalliques à grande vitesse pour la fabrication d'oeillets, d'œillets, de goujons à ressort, de douilles à ressort, de boutons-pression à broches

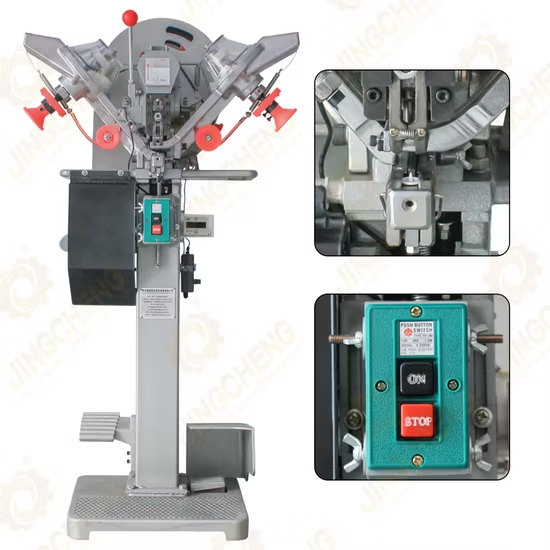
Presse-poinçon à œillets et boutons-pression WILA, pièces de transmission : l'engrenage adopte une transmission fermée et grâce à une élimination précise du meulage, une huile d'immersion douce, un équilibre de transmission, un faible bruit, une longue durée de vie. Les surfaces de maillage et les paires de conflits dans les pièces mobiles sont spécialement traitées. avec fréquence intermédiaire, durcissement superficiel, nitruration, etc., s'étendant
et garantissant la durée de vie des machines-outils. Un frein de conflit pneumatique sec est sélectionné, la disposition, la commodité de remplacement de la protection des plaques de conflit, facile à réparer. Avec un rendement élevé, un faible bruit, une longévité et d'autres caractéristiques importantes. 1. Vérifiez la direction du dispositif de matrice pour garantir la direction commune du dispositif de matrice convexe et concave.2. Selon les exigences pour ajuster correctement la profondeur d'estampage du moule, chaque réglage ne doit pas être de 0,15 mm.3. Utilisez une vitesse de poinçonnage inférieure.4.La plaque doit être plate sans déformation ni déformation.5.La direction du traitement de formage doit être aussi éloignée que possible de la pince.Évitez l'opération de formage vers le bas lors de l'utilisation de la matrice de formage.Selon le premier général matrice d'estampage, utilisation finale de la matrice de formage.Paramètres techniques:
| Nom | Unité | Presse pneumatique |
| Capacité | tonne | 14 |
| Force nominale | je sais | 140 |
| Longueur de course | mm | 50 |
| Trou de tige | mm | 32mm |
| Taille de la table de travail | mm | 485X325MM |
| Changement de vitesse | spm | 160/MIN |
| Hauteur maximale du jeu de matrices | mm | 195 |
| Zone de diapositive | mm | 150X140MM |
| Puissance du moteur principal | kW | 1,5 |
| Tension | ||